Case study
Cap presence control of sensitive beverages
in 2001
“X” is a great dairy filling and packaging plant. Here were installed, started and commissioned two standalone Full Bottle Inspectors in a new Aseptic Line for PET-bottled dairy products. Two full bottle inspectors in the Bottling Line, but no one of them equipped with Caps’ and Tamper Evident Ring Visual nor Leakage control by squeezing. In that epoch the asepticity was nearly exclusively assured by a thermally applied aluminium sealing foil.
At the out feed of the Aseptic Filler Machine a standalone model, rather than configured in-the-Machine. A truly relevant difference, implying that no relation exists between the Aseptic Filler's valves and Capper's heads, and the identity each one PET bottle has attributed when entering the Electronic Inspector's Shifting-Register.

![]() Milk and milk-based beverages, filled and capped in an aseptic environment, no preservatives. One more time, the cap is their Achilles’ heel, whatever the technology adopted during their filling. A slightly malpositioned cap is enough to clear all of the cares of the Aseptic Filling + Closing process, creating the optimal conditions for an organic contamination
Milk and milk-based beverages, filled and capped in an aseptic environment, no preservatives. One more time, the cap is their Achilles’ heel, whatever the technology adopted during their filling. A slightly malpositioned cap is enough to clear all of the cares of the Aseptic Filling + Closing process, creating the optimal conditions for an organic contamination
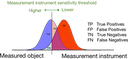
The electronic inspection of bottles' sealing and leakage yet gives relatively poor results when an Inspector checks caps’ position by mean of two cameras, say without any Squeezing Leakage control. In the meantime, the intrinsic sensitivity of all dairy products, like those visible in the image below, manifests the necessity for special measures. The only safe solution is the in-the-machine approach, where the Inspector has its own electromagnetic inspection, cooperating with tens of others whose measurements

![]() The Aseptic filling and closing of sensitive products is the most complex and risky process today conceived by the Food and Beverage Industry. It adopts several methods, language and ideas of the Pharmaceutical industry
The Aseptic filling and closing of sensitive products is the most complex and risky process today conceived by the Food and Beverage Industry. It adopts several methods, language and ideas of the Pharmaceutical industry
are independent lying in the Capper and Filler machines. An approach where each one container having lost whatever the reason its own originally attributed identity, has to be mandatorily rejected. Rejected also if later the visual inspections of the Electronic Inspector “see” it as correctly capped. Say, a Negative result of the Binary Classification. Without such kind of technical solutions, also the best existing Aseptic Filling Blocs and the most cared processes, terminate in scores of contaminations, simply because of leaking bottles:
- let the pathogen agent get into the bottle;
- are a way-in to the Oxygen necessary to accelerate the reproduction and metabolism of the pathogen agents yet existing during filling;
- are a way-in to pathohgen agents and to the Oxygen necessary to accelerate their reproduction and metabolism.

Links to other Case Studies:














{kind=link}
{kind=link}
{kind=link}
- Expensive in-the-Machine Electronic Inspectors reduced to cheap Standalone
- Sampling Table permanently jammed
- Filling Level Technical Guarantees
- The Cardboard Label Inspector
- 27 % rejects stopping all days a Bottling Line
- 1 year of production lost
- Cap presence control of sensitive beverages in 2001
- Cap presence control of sensitive beverages in 2010
- 99.5 % of the non-labelled bottles to the Market
- Canning Line's Layout relevance
- Pharma’s in-the-Machine-Cycle electronic inspection
- Leaking Pharmaceutical Containers
- Gold-made electronic cards
- SAFF-sequence Topology
- Human-factor, industrial design and nuclear disasters
- A seismic Incident
This website has no affiliation with, endorsement, sponsorship, or support of Heuft Systemtechnik GmbH, MingJia Packaging Inspection Tech Co., Pressco Technology Inc., miho Inspektionsysteme GmbH, Krones AG, KHS GmbH, Bbull Technology, Industrial Dynamics Co., FT System srl, Cognex Co., ICS Inex Inspection Systems, Mettler-Toledo Inc., Logics & Controls srl, Symplex Vision Systems GmbH, Teledyne Dalsa Inc., Microscan Systems Inc., Andor Technology plc, Newton Research Labs Inc., Basler AG, Datalogic SpA, Sidel AG, Matrox Electronics Systems Ltd.